
Où faut-il une ligne métallique en zigzag pour un cercle métallique ?
Pour de nombreux produits métalliques à tirage profond, il faut d’abord faire des cercles métalliques, puis fabriquer le produit avec un moule à tirage profond, comme le couvercle du moteur, le boîtier du filtre, le boîtier de la batterie, etc., utilisés dans les pièces automobiles en métal, la casserole intérieure de cuisinière électrique, le bol, etc. et les ustensiles de cuisine en métal, donc c’est la première étape pour produire les cercles métalliques.
Comment fabriquer les cercles métalliques ?
Il peut généralement être produit par des matrices d’estampage ou des machines de découpe laser. Pour la production de masse et les exigences d’efficacité de production rapide en grande quantité, il est adapté à la fabrication par des machines à poinçons avec des matrices d’emboutissage, pour des produits multiples de tailles et de petits cercles métalliques, il présente de grands avantages grâce aux lignes de coupe laser à bobine.
Avantages de la ligne de masquage en métal en zigzag par rapport à la ligne de masquage en métal sans zigzag.
a). RÉDUCTION DE LA FERRAILLE
b). Au départ, ce type de ligne a été conçu POUR EXPLOITER TOUTE LA LARGEUR DE LA BOBINE, en réduisant à la distance minimale entre le disque et le disque jusqu’aux bords de la bande, avec une RÉDUCTION CONSÉQUENTE DE LA QUANTITÉ DE DÉCHETS. En général, on utilise 2 mm comme distance. Cette réduction est réalisée en évitant l’utilisation de coins multiples coûteux et peu flexibles.
a. ÉVITER TOUTE PHASE DE TRAVAIL ULTÉRIEURE
b. Puisqu’elle peut être masquée sur toute la largeur de la bande, cette technologie est donc possible DE RÉDUIRE LES PHASES DE TRAVAIL SUPPLÉMENTAIRES, comme la réduction de la bobine en bobines de plus petite largeur (=slitting), qui sont généralement appliquées lors de la production du disque et représentent à la fois des coûts supplémentaires et la possibilité d’endommager la surface de la bobine (notamment avec l’aluminium)
c). FLEXIBILITÉ
MOINS DE TEMPS D’ATTENTE : lors de la modification de la taille de production (diamètre), ne changez que la puce et le réglage de l’HMI.
LARGE GAMME DE PRODUCTION : une même gamme peut masquer différents matériaux, sans aucun changement ni modification. Le réglage de disposition du disque dans la bande n’est pas limité. N’importe quel chemin de poinçage peut être défini par l’utilisateur.
Comment choisir la ligne d’émagiement métallique pour cercle métallique adaptée ?
Elle est basée sur le type de matériau de l’utilisateur, la largeur du matériau, l’épaisseur, le poids maximal de la bobine, le type de machine à poinçons (type C ou H) et les exigences en matière d’efficacité, etc.
Choix de ligne de suppression de cercle métallique n° 1. (avec PIT, haute vitesse produisant l’efficacité) Adapté aussi bien aux matériaux fins qu’aux matériaux d’épaisseur moyenne.
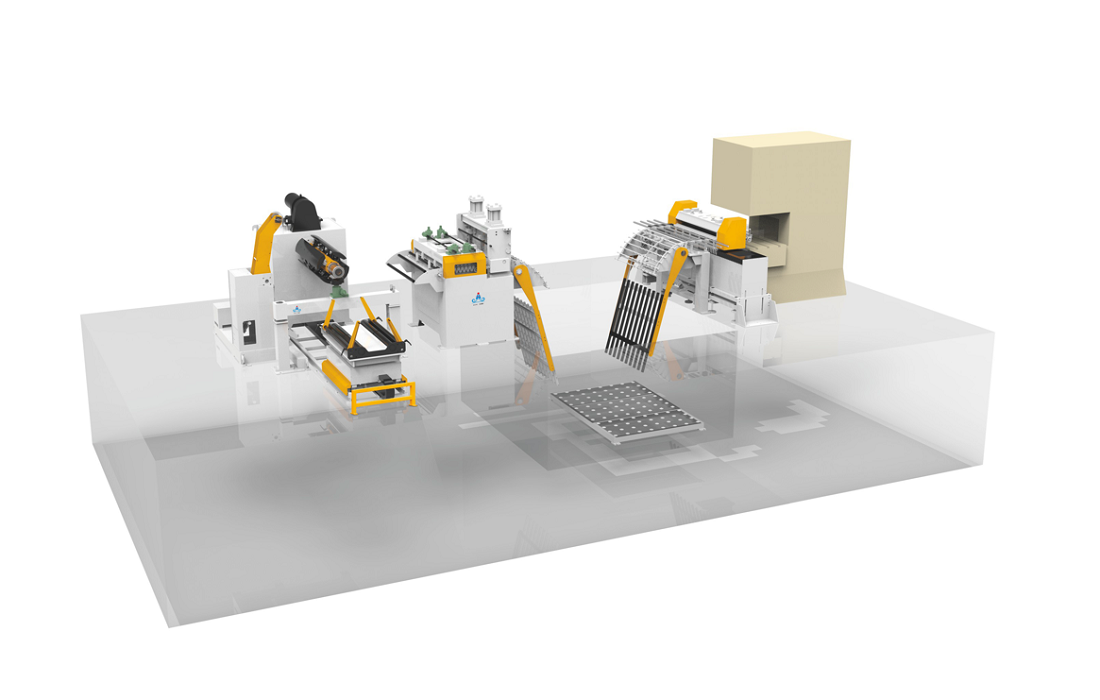
Comprenant la ligne de blanking du cercle métallique
Les bandes de déroulement et rendent la surface de la bande plate et nettoient les contraintes internes grâce à une machine à redresser les bobines, si le matériau est un peu épais, elle peut égaler un seul cisaillement hydraulique de récupération à la sortie du redresseur pour couper la tête de bande.Il a placé la PIT entre le redresseur et le servoalimenteur en zigzag, il peut stocker suffisamment de boucles dans la fosse afin d’augmenter la vitesse d’avance et d’accroître l’efficacité de production. La taille et la profondeur des fosses dépendaient de la largeur du matériau, de l’épaisseur, des exigences d’efficacité de production, etc. De plus, il place un pont de support à la fois à la sortie du redresseur et à l’entrée du servo-alimenteur en zigzag, ce qui lui permet de guider, soutenir et insérer la tête de bande dans le distributeur en zigzag.
1. Dérouleur robuste avec wagon de chargement - Démoilleur fixé au sol
2. Redresseur de bobine de précision (partie optionnelle de la ferraille hydraulique) - Redresseur fixé au sol
3. Alimentation servo zigzag
4. Pont de support à la sortie du redresseur et table de support en zigzag à l’entrée + boucle de l’alimentateur avec capteur au sol de la fosse
Machine à perforer de type 5.C ou à perforatrice de type H
6. Matrices de mascage circulaire métallique
7. Cisaille/coupeuse à ferraille ou à bande de récupération
8. Tapis roulant de produit et morceaux de ferraille (selon les besoins réels)
9. Collecteur auto à cercle métallique (pièce optionnelle)
Pour les servo-alimentateurs en zigzag, si le matériau est plus épais que 1,5 mm et le matériau est CR, HR, SS, GI, etc. Il doit être équipé de 4 roueaux d’alimentation pour avoir une force de pincement suffisante, car il y a beaucoup de force d’attraction pour le stockage des boucles en acier dans la fosse. Si la machine à poinçonner choisit un type de cadre en C, elle doit envisager d’alimenter la bande depuis la direction avant ou latérale de la presse. Si la bande d’alimentation vient du côté gauche ou droit de la presse, il doit s’agir d’une machine à poinçons de type deep throat, la profondeur de la gorge étant basée sur la largeur du matériau et la taille du cercle, etc. La bande métallique peut être découpée en morceaux par un coupe-rebuts installé à l’extrémité des matrices ou par un cisaillement indépendant, les bandes de ferraille métalliques peuvent aussi être roulées en bobines de récupération par un seul ensemble.
Si on alimente la bande depuis l’avant de la presse de type C. Il n’est pas nécessaire d’augmenter beaucoup la profondeur de gorge et peut économiser sur les coûts de fabrication de la machine à poinçonner ; les chutes doivent être découpées en morceaux par la fraise installée à l’extrémité des matrices d’estampage. Il ne peut pas adopter un cisaillement indépendant de ferraille ou un roulement en bobines de récupération pour l’alimentation frontale. Si la machine à poinçonner adopte un type de cadre en H, elle alimentera la bande depuis l’avant, la ferraille pourra être découpée en morceaux de ferraille ou roulée en bobines de récupération. Les cercles métalliques peuvent être transportés depuis le bas des matrices de masquage métallique et tomber sur le tapis roulant du produit, puis ils peuvent être collectés par un dispositif de collecte automatique ou une boîte de produit à cercle métallique.
Choix de ligne de suppression du cercle métallique n° 2. (SANS PIT, la grande vitesse produit l’efficacité) Adapté aux deux matériaux fins, généralement moins de 2,0 mm d’épaisseur.
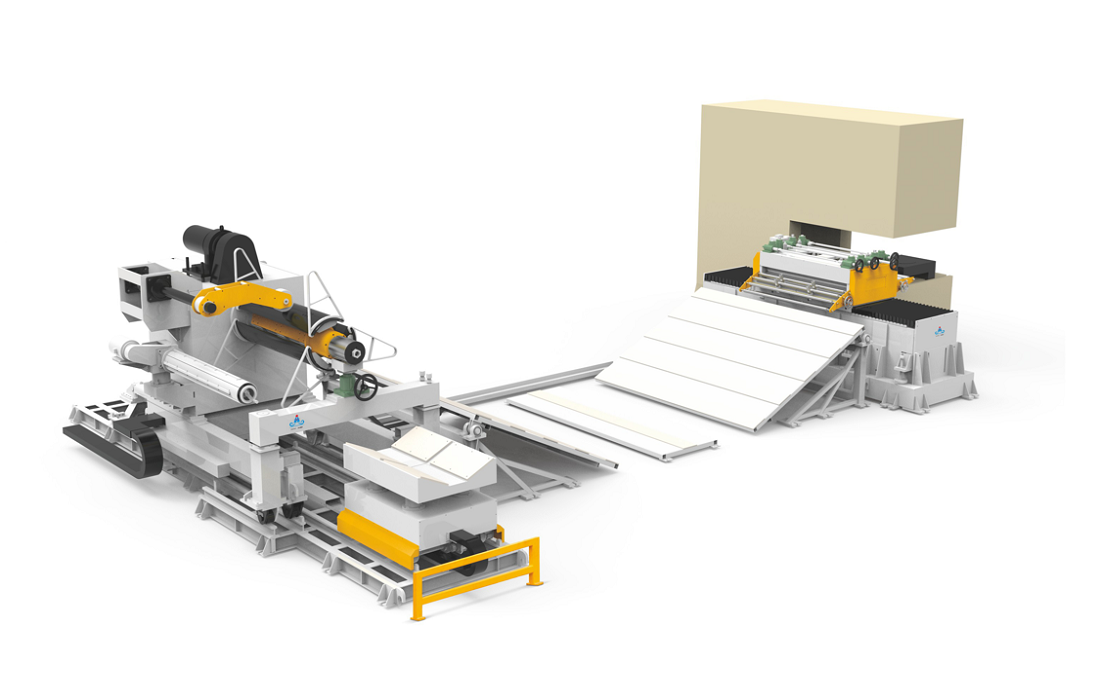
Comprenant la ligne de blanking du cercle métallique
a. ZIGZAG Dérouleur lourd avec wagon de chargement - Dérouleur est de type zigzag
b. Redresseur en zigzag, servo-redresseur et servo-redresseur combinés en une seule machine et type zigzag
Table de support C. Loop avec capteur entre le dérouleur et le redresseur zigzag
Machine à perforer à cadre en courant continu ou à perforatrice à cadre en H
e. Matrices de mascage métallique circulaire
f. Cisaille/coupeuse à ferraille ou reculeuse à bande de ferraille
g. Tapis roulant de produit et morceaux de ferraille (basé sur les besoins réels)
h. Collecteur auto circulaire métallique (pièce optionnelle)
Il est combiné en une seule machine de redresseur de précision et d’alimentateur servo en zigzag, réduisant ainsi les coûts sur la pièce de redressement et le dérouleur est de type ZIGZAG, oscillant en synchronie avec le redresseur ZIGZAG, de plus,il n’est pas nécessaire de placer le PIT entre le dérouleur et le redresseur en zigzag,Cela permet donc d’économiser le coût des fosses et d’occuper moins d’espace, cela peut aussi garantir une grande efficacité de production. Mais c’est surtout pour des matériaux fins de moins de 2,0 mm d’épaisseur, ce n’est pas très adapté aux matériaux épais.
La machine à perforer peut être de type C ou de type H, elle peut se référer à la description dans l’article : Choix de ligne de blanking de cercle métallique n° 1.Choix de ligne de suppression de cercle métallique n° 3. (SANS PIT, la vitesse normale produit l’efficacité) Adapté aux matériaux fins.
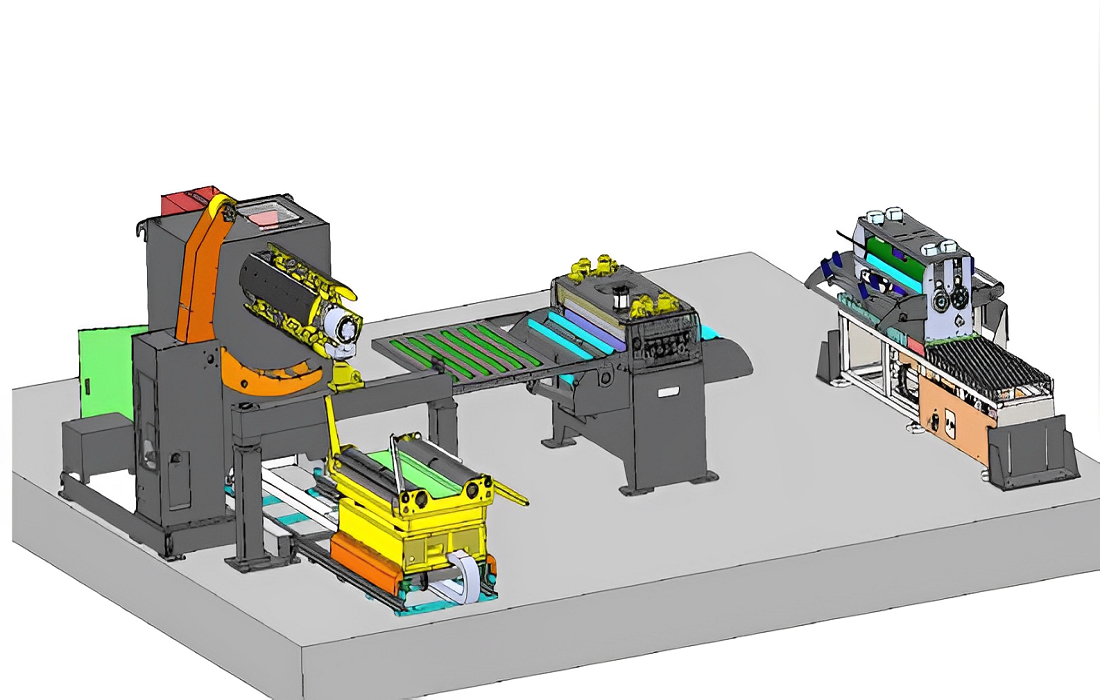
Comprenant la ligne de blanking du cercle métallique
a. Dérouleur lourd avec wagon de chargement - Dérouleur fixé au sol
b. Redresseur de bobines de précision - Redresseur fixé à la terre
c. Alimenteur servo zigzag
Table de support D.Loop avec capteur entre le dérouleur et l’alimentateur à redressement en zigzag
Machine à perforer de type cadre e.C ou à perforatrice de type H
f. Matrices de mascage circulaire métallique
g. Cisaille/coupeuse à ferraille ou récupérateur de bandes de ferraille
h. Tapis roulant produit et morceaux de ferraille (basé sur les besoins réels)
i. Collection automatique circulaire métallique (pièce optionnelle)
Les bandes de déroulement et rendent la bande plate et nettoient les contraintes internes grâce à la machine de redressement à bobines, puis les bandes étaient tirées manuellement et arrivées sur un servoalimentateur en zigzag. La machine à perforer peut être de type C ou de type H, elle peut se référer à la description dans l’article : Choix de ligne de blanking de cercle métallique n° 1.
Partagez cet article :